Die Casting
Deyjasteypuferlið er að þrýsta bráðnum málmi í mót undir miklum þrýstingi til að mynda ýmsar flóknar form hurðarhluta. Þessu ferli þarf að ljúka á mjög stuttum tíma til að koma í veg fyrir að málmurinn kólni og storknar. Eftir að fljótandi málmurinn er sprautaður í mótið þarf að kæla hann og storkna. Kælingarferlinu er venjulega lokið innan nokkurra sekúndna til nokkurra mínútna, allt eftir stærð og lögun hlutans. Eftir kælingu verður hluturinn fjarlægður úr mótinu og unninn síðar.

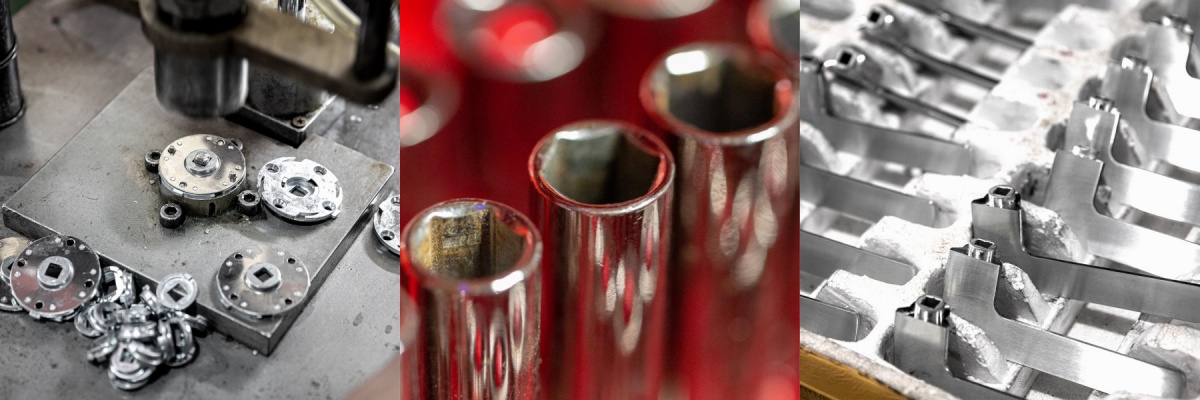
Vinnsla
Eyðublöðin og deyjasteypurnar sem fjarlægðar eru þurfa venjulega nokkrar aðgerðir eftir vinnslu, svo sem afbrot, yfirborðsmeðferð, vinnslu (borun, tapping) osfrv. Þessar aðferðir geta bætt yfirborðsgæði og víddarnákvæmni hlutanna til að uppfylla hönnunarkröfur.
CNC (tölvatölvustýring)
CNC ferlið notar tölvuforrit til að stjórna hreyfingum og rekstri véla, og getur á skilvirkan og nákvæman hátt lokið ýmsum skurði, mölun, beygju, borun og öðrum vinnsluverkefnum fyrir hurðarhluti.
CNC vélar geta keyrt stöðugt án mannlegrar íhlutunar, sem bætir framleiðslu skilvirkni til muna. Vinnslutími flókinna hluta styttist verulega og framleiðsluferillinn minnkar verulega.
Með því að breyta forritum og verkfærum geta CNC vélar fljótt lagað sig að vinnsluþörfum mismunandi hluta. Þessi sveigjanleiki gerir CNC ferlið hentugt fyrir litla lotu, sérsniðin framleiðslumódel.

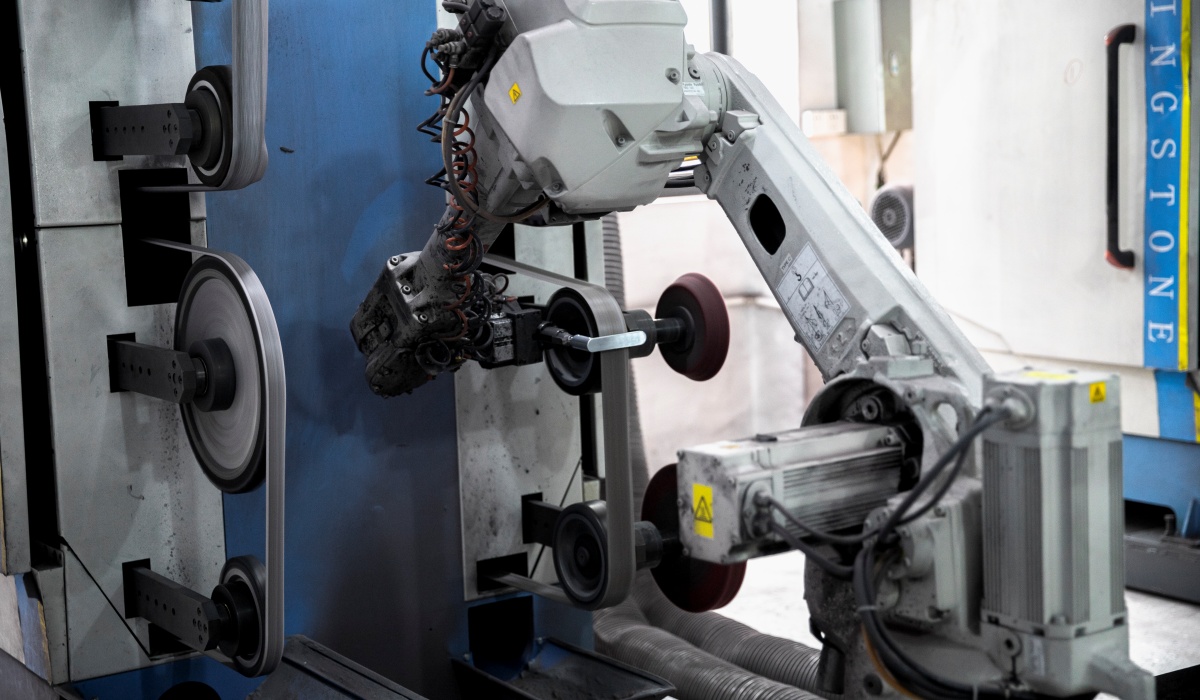
Fæging
Fæging er alltaf mikilvægt. Við erum með okkar eigin fægjaverksmiðju með um 15 reyndum starfsmönnum. Í fyrsta lagi notum við gróft (stórt slípiefni) slípibelti til að pússa „bliss“ og „hliðarmerki“. Í öðru lagi notum við fín (lítil slípiefni) slípibelti til að pússa formin. Að lokum notum við bómullarhjól til að pússa glansflötinn. Á þennan hátt mun rafhúðunin ekki hafa loftbólur og öldur.

Yfirborðsmeðferðarferli: rafhúðun / úðamálning / anodization
Eftir að óhreinindin á yfirborði vélbúnaðarvörunnar hafa verið meðhöndluð er kominn tími til að bæta við lit. Þetta ferli er kallað "rafhúðun" og varan sem hefur farið í gegnum þetta ferli kallast rafhúðaðir hlutar.
Samkoma
Samsetning handfangs og botns: Sameinaðu handfangshlutann og botninn með skrúfum eða sylgjum og tryggðu að tengingin á milli hvers hluta sé þétt og ekki laus.
Virkniprófun: Eftir samsetningu skaltu framkvæma virkniprófun á hurðarhandfanginu til að tryggja að snúningur, rofi og aðrar aðgerðir séu sléttar og engin hindrun.
